简介
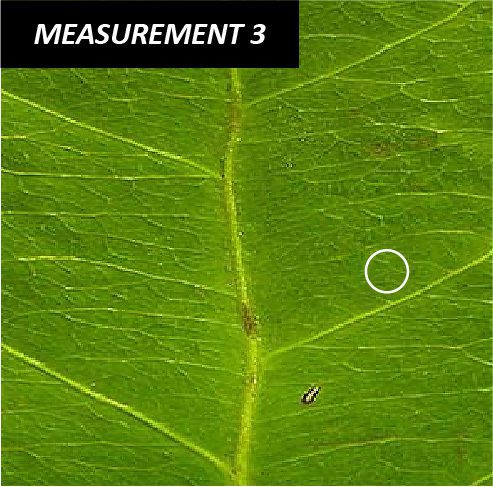
表面粗糙度和纹理是影响产品最终质量和性能的关键因素。对表面粗糙度、质地和一致性的全面了解对于选择最佳的加工和控制措施至关重要。需要对产品表面进行快速、可量化和可靠的在线检测,以便及时发现有缺陷的产品并优化生产线条件。
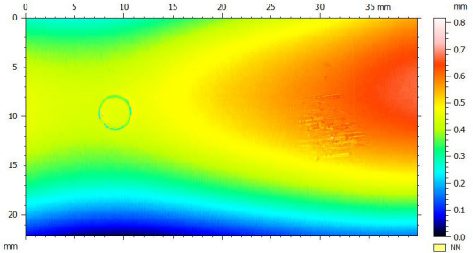
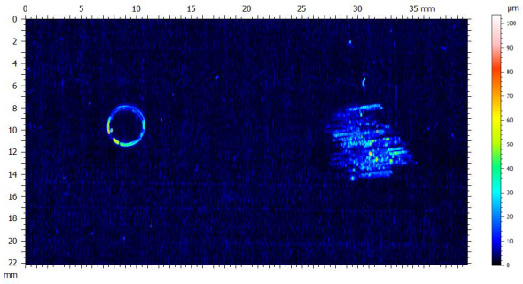
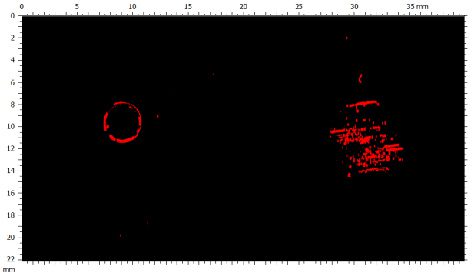
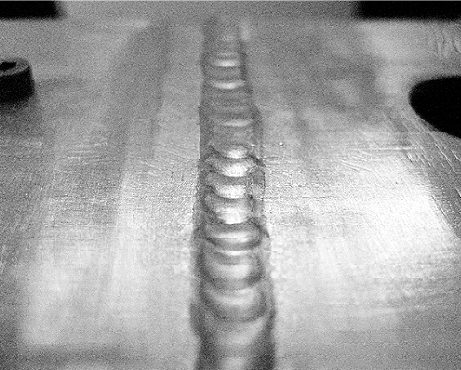
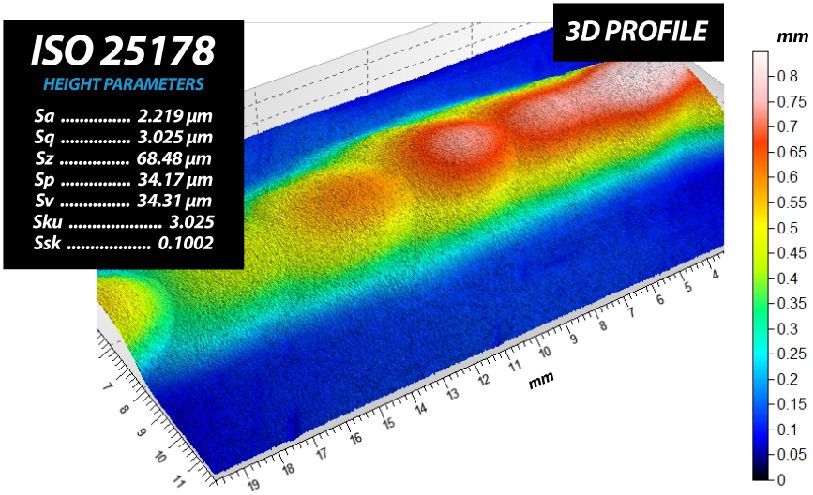
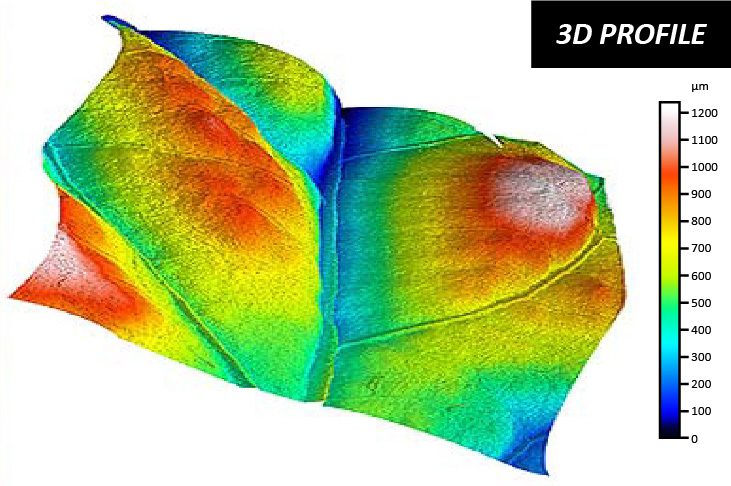
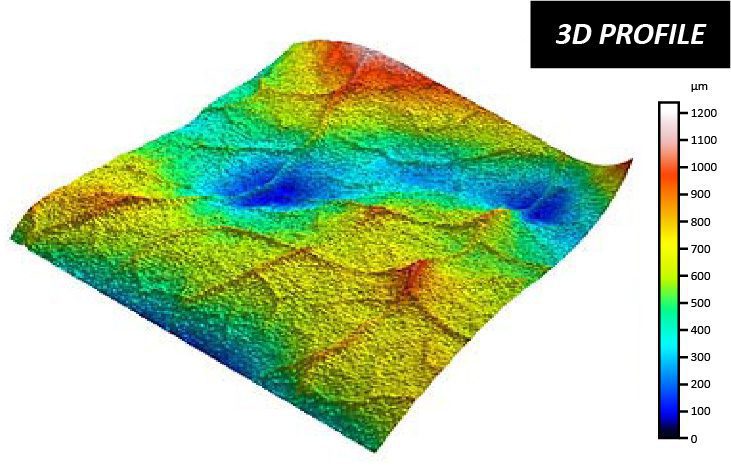
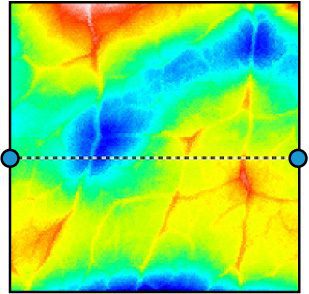
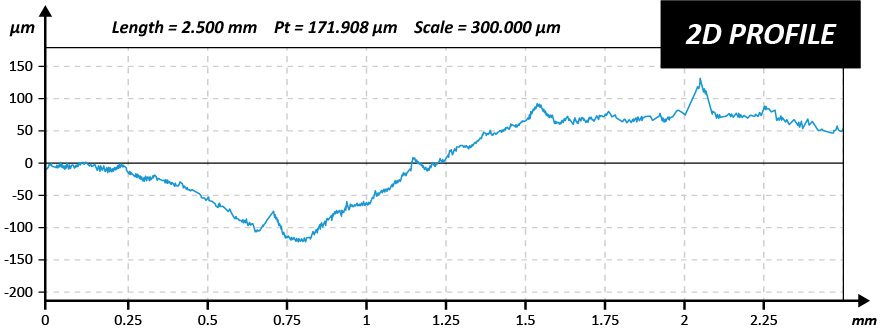
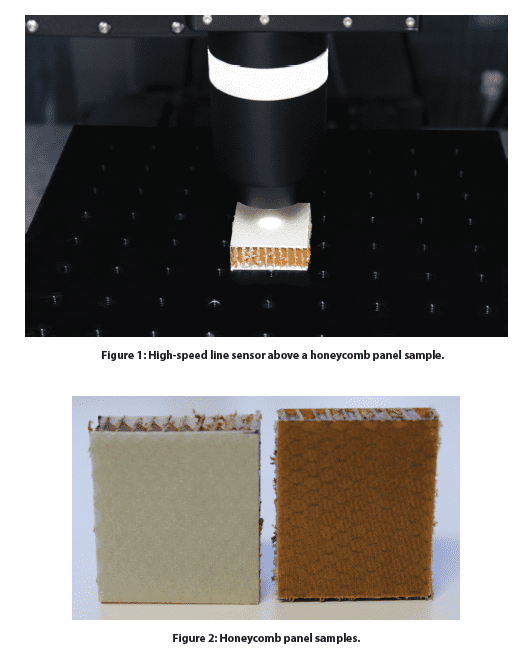
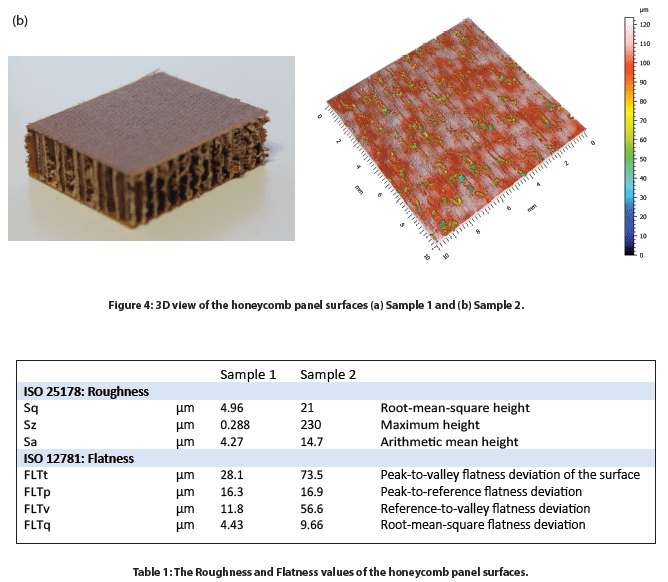
3D非接触式轮廓仪对在线表面检测的重要性
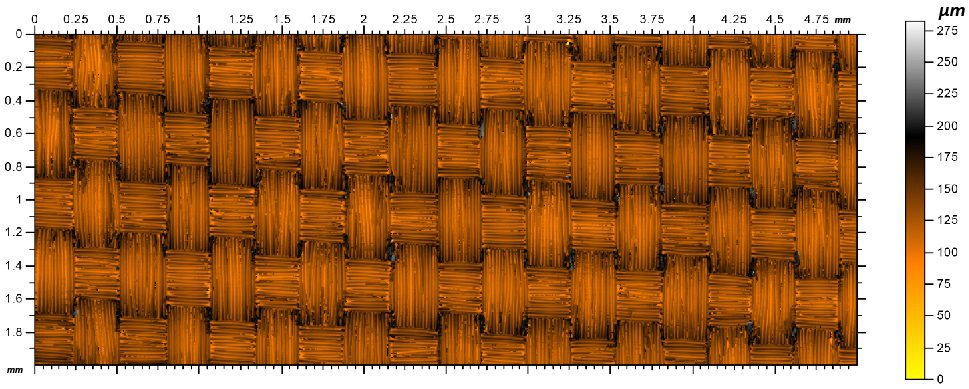
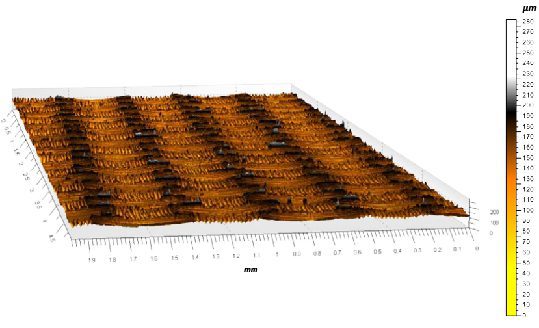
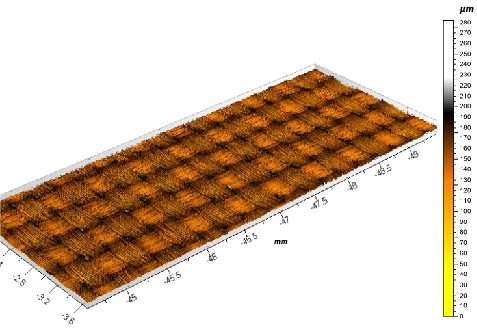
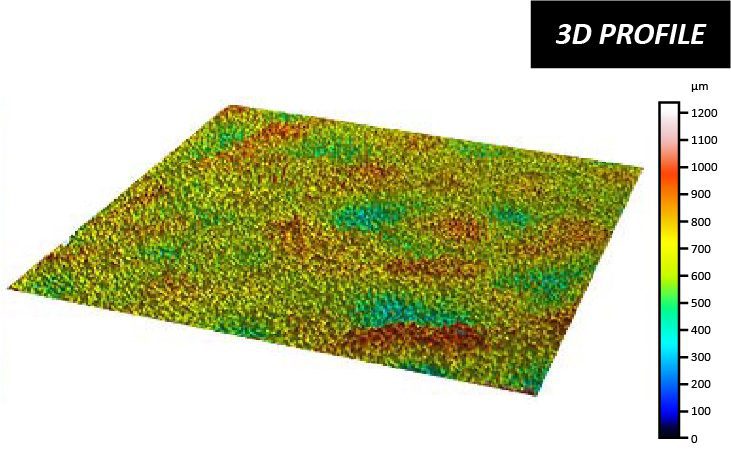
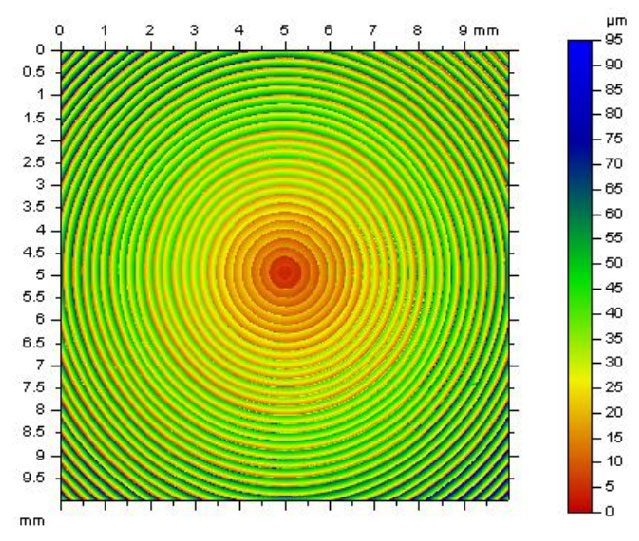
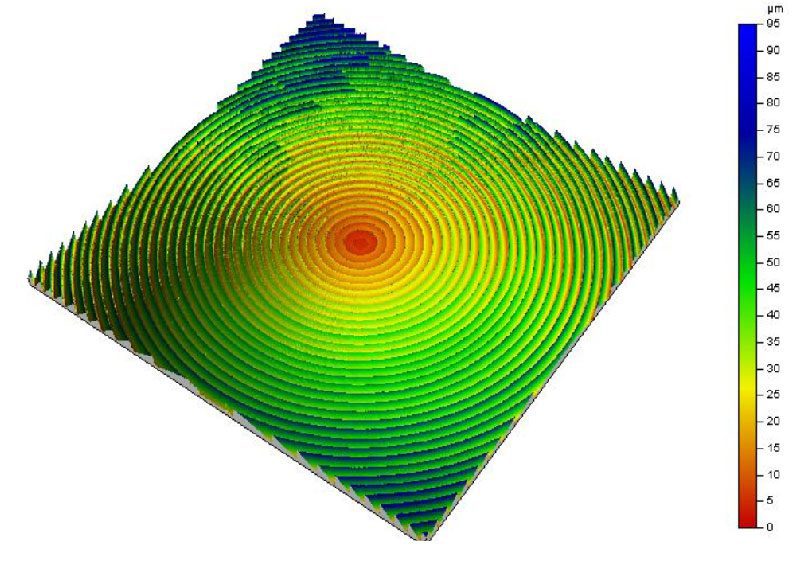
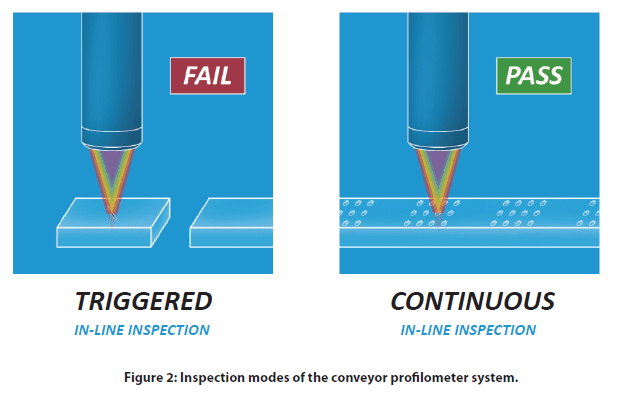
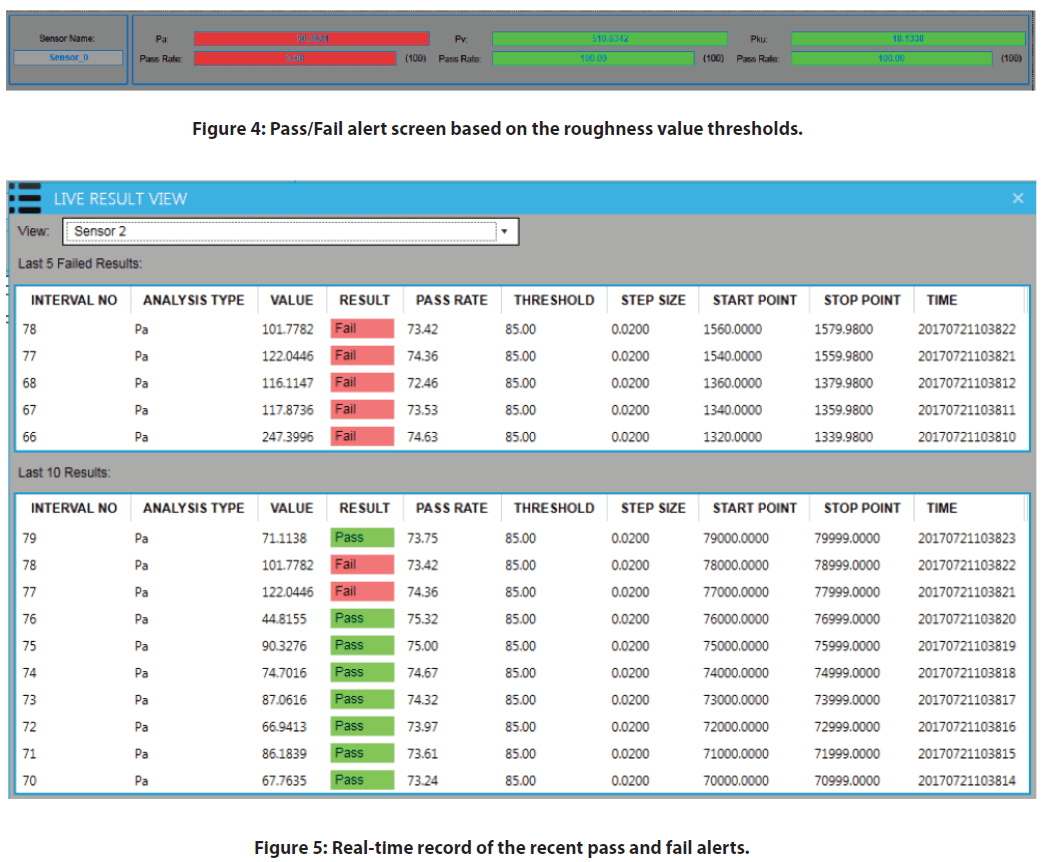
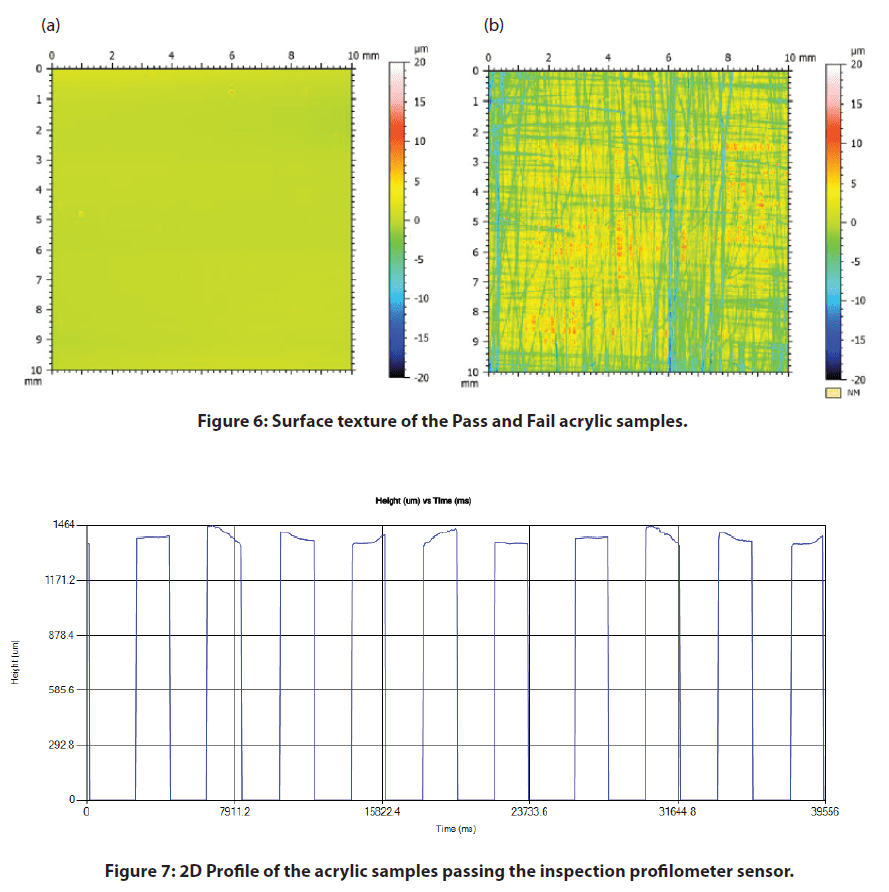
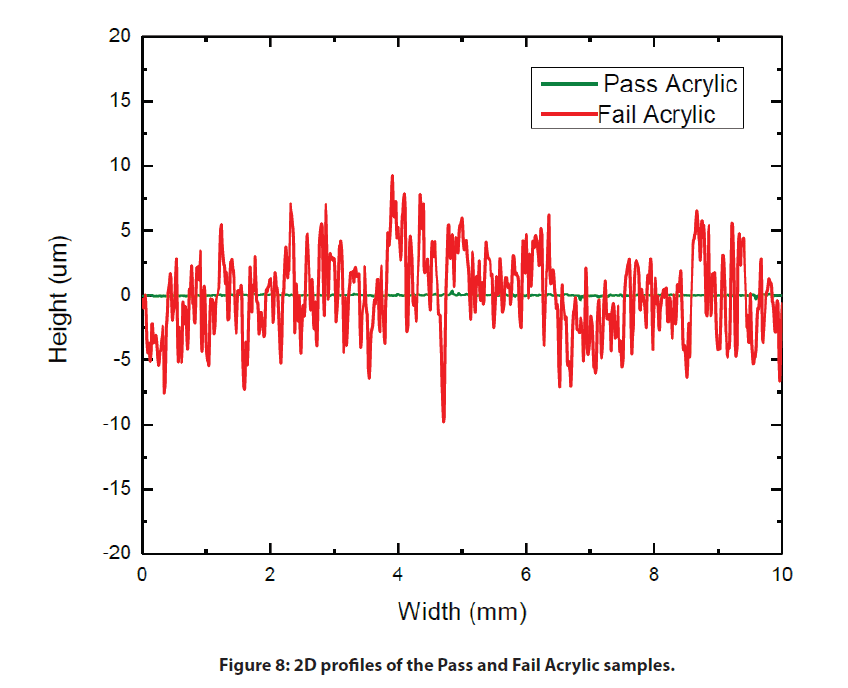
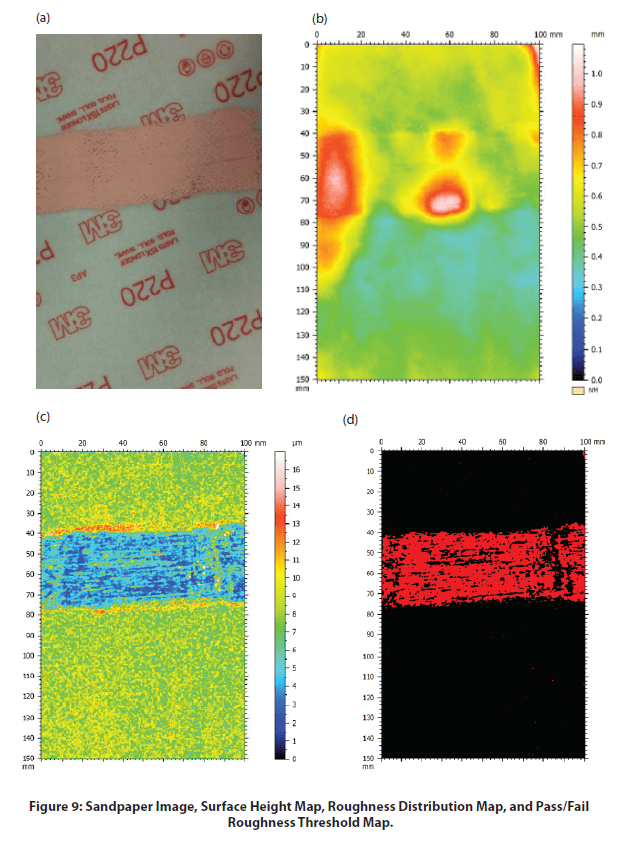
产品的表面缺陷是由材料加工和产品制造造成的。在线表面质量检测可确保对最终产品进行最严格的质量控制。纳诺维娅 3D 非接触式光学轮廓仪 利用具有独特功能的色光技术,无需接触即可确定样品的粗糙度。线传感器能够高速扫描大表面的 3D 轮廓。由分析软件实时计算的粗糙度阈值可作为快速可靠的通过/失败工具。