INTRODUCTION
La perte par frottement représente environ 10% de l'énergie totale du carburant d'un moteur diesel.[1]. 40-55% de la perte par friction provient du système de cylindre de puissance. La perte d'énergie due au frottement peut être diminuée par une meilleure compréhension des interactions tribologiques qui se produisent dans le système de cylindre de puissance.
Une partie importante de la perte par frottement dans le système de cylindre de puissance provient du contact entre la jupe du piston et la chemise du cylindre. L'interaction entre la jupe du piston, le lubrifiant et les interfaces du cylindre est assez complexe en raison des changements constants de force, de température et de vitesse dans un moteur réel. L'optimisation de chaque facteur est essentielle pour obtenir des performances optimales du moteur. Cette étude se concentre sur la reproduction des mécanismes à l'origine des forces de frottement et de l'usure aux interfaces jupe du piston - lubrifiant - chemise du cylindre (P-L-C).
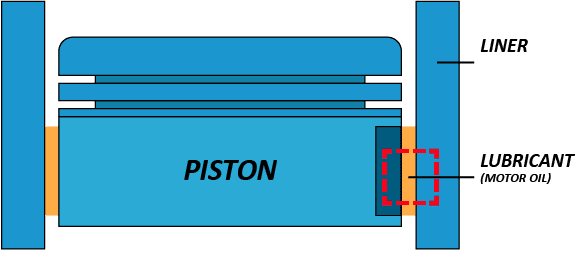
Schéma du système de vérins de puissance et des interfaces jupe de piston-lubrifiant-revêtement de vérin.
[1] Bai, Dongfang. Modélisation de la lubrification de la jupe du piston dans les moteurs à combustion interne. Diss. MIT, 2012